

Smart Factory Software The Future of Manufacturing
The Rise of the Smart Factory
The manufacturing landscape is undergoing a dramatic transformation, driven by the convergence of advanced technologies like artificial intelligence (AI), the Internet of Things (IoT), big data analytics, and cloud computing. This convergence is fueling the rise of the smart factory, a highly automated and interconnected facility where data-driven insights optimize every aspect of production, from design and planning to manufacturing and delivery. No longer are factories simply places where goods are made; they’re becoming sophisticated, responsive ecosystems capable of adapting to changing market demands with unprecedented agility.
Smart Factory Software: The Brains of the Operation
At the heart of the smart factory lies sophisticated software. This isn’t just the traditional manufacturing execution system (MES) software; it’s a much more comprehensive and integrated platform that orchestrates the entire factory ecosystem. This software integrates data from various sources – machines, sensors, ERP systems, supply chain management systems – providing a single source of truth for all factory operations. This unified view enables real-time monitoring, predictive maintenance, and proactive adjustments to optimize efficiency and minimize downtime.
Predictive Maintenance: Preventing Problems Before They Happen
One of the most significant benefits of smart factory software is its ability to predict and prevent equipment failures. By analyzing data from sensors embedded in machinery, the software can identify patterns that indicate potential problems before they escalate into costly breakdowns. This predictive maintenance capability significantly reduces downtime, improves production efficiency, and extends the lifespan of equipment. Rather than relying on scheduled maintenance, factories can now perform maintenance only when and where it’s actually needed, maximizing uptime and minimizing waste.
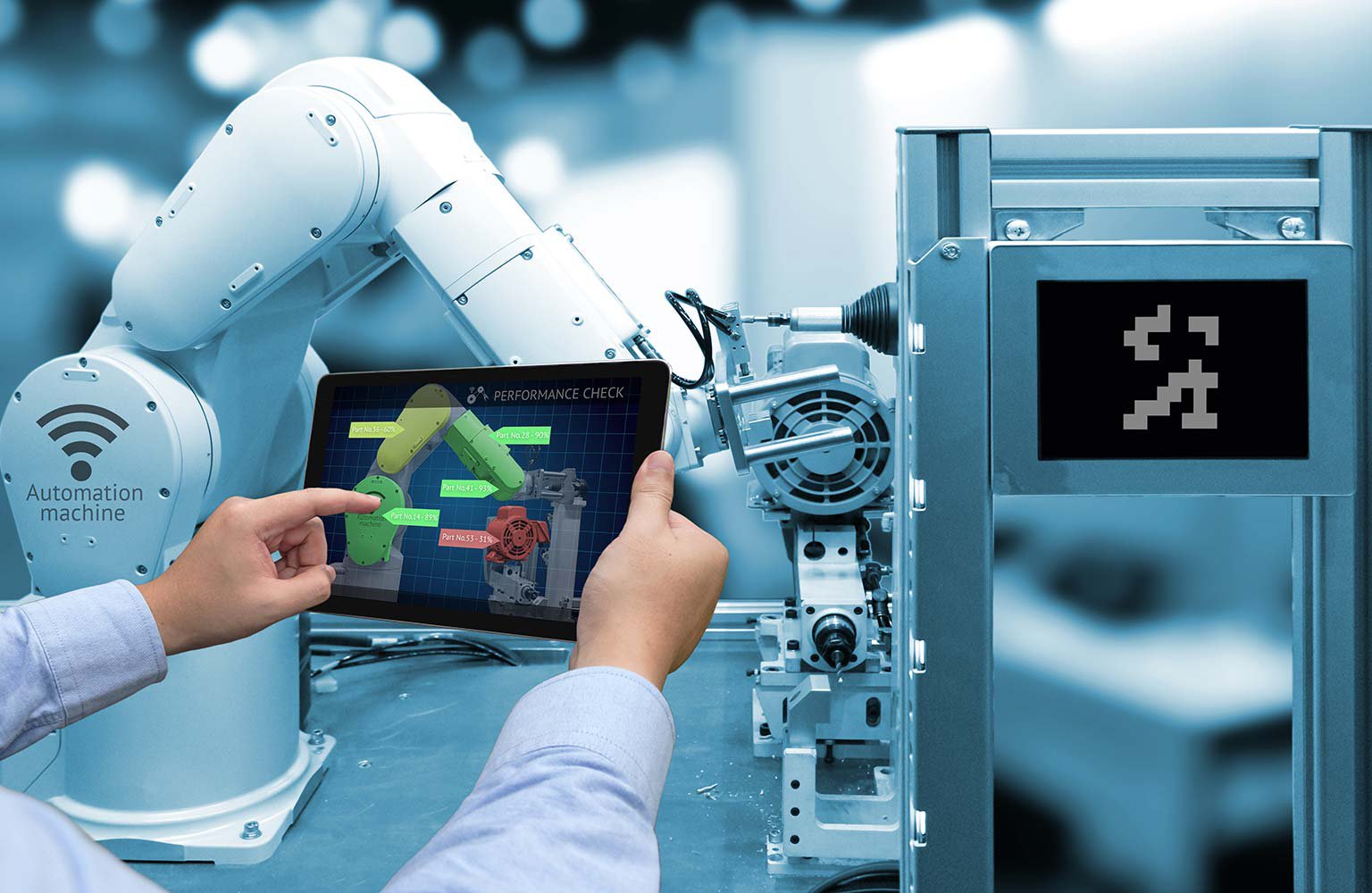
Real-time Monitoring and Control: Staying Ahead of the Curve
Smart factory software provides real-time visibility into every aspect of the manufacturing process. Operators can monitor production in real time, identify bottlenecks, and make adjustments on the fly to keep production flowing smoothly. This real-time monitoring capability allows for immediate responses to unexpected events, minimizing disruptions and maximizing efficiency. The ability to react quickly to changing conditions is crucial in today’s dynamic market, where responsiveness is key to competitiveness.
Data Analytics: Unlocking Hidden Insights
The vast amounts of data generated by a smart factory can be overwhelming without the right tools to analyze it. Smart factory software incorporates advanced data analytics capabilities that can sift through this data, identify trends, and extract valuable insights. This data can be used to improve production processes, optimize resource allocation, reduce waste, and improve product quality. By uncovering hidden patterns and correlations within the data, manufacturers can make more informed decisions and continuously improve their operations.
Enhanced Collaboration and Communication: Breaking Down Silos
Traditional manufacturing often suffers from information silos, where different departments operate in isolation. Smart factory software breaks down these silos by providing a central platform for collaboration and communication. All stakeholders – from engineers and operators to managers and suppliers – can access the same information in real time, fostering better communication and collaboration. This enhanced communication streamlines processes, reduces errors, and improves overall efficiency.
Supply Chain Optimization: From Raw Materials to Finished Goods
Smart factory software extends beyond the factory floor, encompassing the entire supply chain. By integrating data from suppliers, distributors, and logistics providers, the software enables real-time visibility into the entire supply chain. This visibility enables better inventory management, optimized logistics, and improved supply chain responsiveness. Manufacturers can proactively address potential disruptions and ensure a steady flow of materials and components, minimizing delays and ensuring timely delivery of finished goods.
The Future of Manufacturing: A Seamless and Agile Ecosystem
Smart factory software is not just a collection of individual technologies; it’s a transformative force reshaping the future of manufacturing. It’s creating a more agile, efficient, and responsive industry capable of adapting to the ever-changing demands of the global market. The factories of tomorrow will be seamlessly interconnected ecosystems, leveraging data-driven insights to optimize every aspect of production, delivering higher quality products at lower costs, and responding to market fluctuations with unprecedented speed and agility. Read also about iot software for smart factories.

The Metaverse Revolutionizes Manufacturing
Enhanced Collaboration and Design
The metaverse offers a transformative shift in how manufacturing teams collaborate. Imagine engineers from different continents, wearing VR headsets, working together on a 3D model of a new engine. They can manipulate the design in real-time, discuss changes instantly, and visually inspect every detail, all without ever leaving their desks. This drastically reduces design cycles, improves communication, and fosters a more intuitive and collaborative design process. No more endless email chains or confusing 2D blueprints; the metaverse provides a shared, immersive workspace for seamless collaboration.
Digital Twins for Predictive Maintenance
One of the most exciting applications of the metaverse in manufacturing is the creation and implementation of digital twins. A digital twin is a virtual replica of a physical asset, such as a machine or an entire factory floor. By using sensor data and AI, these digital twins can simulate real-world conditions and predict potential issues before they occur. This allows for proactive maintenance, reducing downtime, extending the lifespan of equipment, and significantly improving operational efficiency. Instead of reacting to failures, manufacturers can anticipate and prevent them, leading to significant cost savings and increased productivity.

Streamlined Training and Onboarding
Training new employees in a manufacturing environment can be complex, costly, and potentially dangerous. The metaverse provides a safe and effective alternative. New hires can undergo virtual training simulations, learning to operate machinery, understand safety protocols, and troubleshoot problems in a risk-free environment. This immersive learning experience is more engaging and effective than traditional methods, leading to faster onboarding and a more skilled workforce. Companies can even simulate complex scenarios, like equipment malfunctions or emergency situations, allowing trainees to develop crucial problem-solving skills in a controlled setting.
Improved Supply Chain Management
Supply chain disruptions have become a major challenge for manufacturers. The metaverse offers tools to improve visibility and efficiency throughout the supply chain. By creating a digital representation of the entire supply chain, manufacturers can track the movement of goods in real-time, anticipate potential delays, and optimize logistics. This improved transparency allows for quicker responses to disruptions, better inventory management, and reduced lead times, ultimately leading to more resilient and responsive supply chains. The virtual environment provides a platform for better communication and coordination among all stakeholders, from suppliers to distributors.
Remote Operations and Monitoring
In industries with remote or hazardous work environments, the metaverse offers a revolutionary approach to operations and monitoring. Workers can remotely control and monitor machinery and processes through VR interfaces, reducing the need for on-site personnel in dangerous situations. This not only improves safety but also allows for more efficient and precise control of operations. Imagine technicians remotely guiding complex repairs using augmented reality overlays, providing real-time instructions to on-site personnel, or monitoring the performance of equipment from a central control room, all through a metaverse platform.
Enhanced Customer Experience
The metaverse isn’t just limited to internal operations; it can also revolutionize the customer experience. Manufacturers can create virtual showrooms where customers can explore and interact with products in a realistic and immersive environment. This provides a more engaging and informative pre-purchase experience, allowing customers to better understand the product’s features and benefits before making a purchase. Companies can even offer virtual consultations and personalized product demonstrations, leading to increased customer satisfaction and brand loyalty. This immersive approach builds a stronger connection between the manufacturer and the customer.
Addressing the Challenges of Metaverse Adoption
While the potential benefits are significant, the adoption of metaverse technologies in manufacturing also faces challenges. The high initial investment in hardware and software, the need for skilled personnel to develop and implement metaverse applications, and the integration with existing systems are all considerable hurdles. Furthermore, ensuring data security and privacy in a shared virtual environment is crucial for successful implementation. Overcoming these challenges requires collaboration between manufacturers, technology providers, and regulatory bodies to establish standards and best practices for metaverse adoption in the manufacturing sector. This collaborative effort will drive the wider acceptance and integration of this revolutionary technology. Read also about the metaverse for smart factories.

Smart Factories The Future of Manufacturing?
What is a Smart Factory?
A smart factory, also known as an intelligent factory, leverages technology to optimize every aspect of manufacturing. This isn’t just about automating individual processes; it’s about creating a connected ecosystem where machines, software, and people work together seamlessly. Think interconnected sensors, data analytics, AI-powered decision-making, and robotic automation all collaborating to create a highly efficient and responsive production environment. The ultimate goal is to improve productivity, reduce waste, and enhance product quality – all while adapting quickly to changing market demands.
Key Technologies Driving Smart Factories
Several key technologies underpin the smart factory revolution. The Internet of Things (IoT) plays a crucial role, connecting machines and devices to collect real-time data. This data is then analyzed using advanced analytics, including artificial intelligence and machine learning, to identify patterns, predict potential problems, and optimize processes. Robotics, particularly collaborative robots (cobots) are increasingly important for automating tasks, working alongside human employees. Cloud computing provides the necessary infrastructure for storing and processing vast amounts of data, while cybersecurity is crucial for protecting the sensitive information flowing through the network.

Benefits of Implementing Smart Factory Technologies
The advantages of transitioning to a smart factory are numerous. Perhaps the most significant is increased productivity. Automation and optimized processes lead to faster production cycles and higher output. Smart factories also excel at reducing waste, identifying inefficiencies, and minimizing downtime. Improved product quality is another key benefit, as data-driven insights enable manufacturers to fine-tune processes and eliminate defects. Furthermore, the enhanced flexibility and adaptability of smart factories allow manufacturers to respond quickly to changing customer demands and market trends. This agility can be a significant competitive advantage.
Challenges in Implementing Smart Factory Solutions
Despite the considerable benefits, implementing smart factory technologies presents significant challenges. The initial investment can be substantial, requiring substantial upfront capital expenditure on new equipment, software, and integration services. Furthermore, integrating disparate systems and legacy technologies can be complex and time-consuming, requiring specialized expertise. Data security is a paramount concern, as smart factories generate and process vast quantities of sensitive data. Ensuring robust cybersecurity measures is essential to prevent data breaches and disruptions. Finally, training employees to operate and maintain the new technologies is crucial to ensure a successful transition.
The Human Element in the Smart Factory
Contrary to popular misconceptions, smart factories don’t eliminate the need for human workers. Instead, they transform the nature of work. While automation handles repetitive and dangerous tasks, human employees are increasingly focused on higher-level activities such as problem-solving, innovation, and strategic decision-making. Reskilling and upskilling the workforce is essential to adapt to the changing demands of a smart factory environment. Focusing on collaborative robots allows humans and machines to work together, leveraging the strengths of each. This creates a more engaging and rewarding work environment.
The Future of Smart Factories and its Impact on Manufacturing
The future of smart factories is bright. Ongoing advancements in technology will continue to drive innovation and efficiency. We can expect to see greater integration of artificial intelligence, leading to even more autonomous and adaptable manufacturing processes. The rise of digital twins – virtual representations of physical factories – will further enhance simulation and optimization capabilities. As the technology becomes more accessible and affordable, more manufacturers will adopt smart factory solutions, leading to a more efficient, sustainable, and competitive global manufacturing landscape. This will not only impact manufacturing processes but also the wider economy, creating new job opportunities and driving economic growth.
Sustainability in Smart Factories
Smart factories are not only about efficiency but also sustainability. By optimizing processes and reducing waste, they contribute significantly to environmental responsibility. Data analytics can be used to monitor energy consumption and identify areas for improvement, leading to reduced carbon emissions. The ability to adapt to changing resource availability also contributes to a more sustainable manufacturing model. Integrating renewable energy sources further enhances the environmental credentials of smart factories. The focus on sustainability is increasingly crucial for businesses and consumers alike, making smart factory technology a cornerstone of environmentally conscious manufacturing. Please click here to learn about what smart factories are an example of.

Edge Computing Smart Factories’ New Powerhouse
The Rise of Edge Computing in Smart Factories
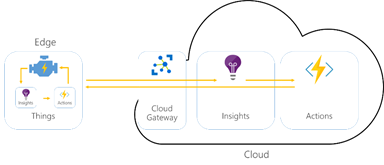
Smart factories are rapidly evolving, driven by the need for increased efficiency, flexibility, and responsiveness. Centralized cloud computing, while powerful, often struggles to keep up with the real-time demands of a modern manufacturing environment. This is where edge computing steps in, offering a powerful solution by processing data closer to the source – the factory floor itself. This shift is transforming how manufacturers collect, analyze, and act upon data, leading to significant improvements across the board.
Real-Time Data Processing: The Key Advantage
One of the biggest benefits of edge computing in smart factories is the ability to process data in real-time. Traditional cloud-based systems often experience latency, meaning there’s a delay between data generation and analysis. In a manufacturing setting, this delay can be costly, leading to production bottlenecks, quality issues, and missed opportunities for optimization. Edge computing eliminates this latency, allowing for immediate responses to changing conditions. This allows for quicker adjustments to machinery, preventing downtime and maximizing output.
Enhanced Machine-to-Machine Communication (M2M)
Smart factories rely heavily on seamless communication between machines. Edge computing facilitates this by providing a localized network for data exchange. This improved M2M communication allows for better coordination between different parts of the production process, leading to smoother workflows and reduced errors. The localized nature of the data processing also improves security, as sensitive data doesn’t need to travel across a wider network, reducing the risk of breaches.
Improved Predictive Maintenance and Reduced Downtime
Predictive maintenance is crucial for maximizing uptime in a manufacturing setting. By analyzing sensor data from machines in real-time, edge computing allows for early detection of potential problems. This allows maintenance teams to address issues before they escalate into major breakdowns, minimizing downtime and reducing repair costs. The ability to predict and prevent equipment failures is a significant advantage, leading to substantial cost savings and increased productivity.
Boosting Operational Efficiency and Flexibility
Edge computing contributes to a more efficient and flexible factory environment. By automating tasks and processes, factories can operate more smoothly. Real-time data analysis allows for dynamic adjustments to production schedules based on current demand and resource availability. This flexibility is essential in today’s dynamic market, allowing manufacturers to respond quickly to changes in customer orders and market conditions. This agility is a major competitive advantage in a fast-paced global market.
Strengthened Cybersecurity Measures
While connected systems offer significant benefits, they also introduce cybersecurity risks. Edge computing mitigates these risks by keeping sensitive data localized. By processing and analyzing data at the edge, the amount of data needing to travel across a potentially vulnerable network is reduced, thus minimizing the exposure to cyber threats. This layered security approach provides a more robust defense against potential attacks.
Enabling Advanced Analytics and AI at the Edge
Edge computing enables the deployment of sophisticated analytics and artificial intelligence algorithms directly within the factory. This allows for faster insights and more immediate actions based on the analyzed data. AI-powered systems can be used for anomaly detection, quality control, and process optimization, leading to significant improvements in efficiency and product quality. The on-site processing also reduces the reliance on cloud resources for complex computations, further accelerating the decision-making process.
Scalability and Future-Proofing Smart Factories
The modular nature of edge computing allows for easy scalability as factory needs evolve. As production expands or new technologies are integrated, the edge computing infrastructure can be easily adapted to meet the growing demands. This adaptability is crucial for future-proofing smart factories and ensuring their continued competitiveness in a rapidly changing technological landscape. It allows for a smooth and efficient transition to even more advanced technologies in the future.
Challenges and Considerations
While edge computing presents numerous advantages, some challenges need to be considered. Managing and maintaining a distributed edge computing infrastructure can be complex, requiring specialized skills and expertise. Ensuring data consistency and security across multiple edge nodes also demands careful planning and implementation. Addressing these challenges requires a strategic approach and investment in the right technologies and personnel. Please click here to learn about edge computing for smart factories.

Smart Factories AI’s Revolution in Manufacturing
The Dawn of Intelligent Automation
The manufacturing landscape is undergoing a seismic shift, driven by the integration of artificial intelligence (AI) into factories. This isn’t just about automating individual tasks; it’s about creating truly smart factories, where AI orchestrates and optimizes the entire production process, from design to delivery. This intelligent automation is leading to unprecedented levels of efficiency, flexibility, and quality, reshaping the future of manufacturing.
Predictive Maintenance: Preventing Downtime Before it Happens
One of the most impactful applications of AI in smart factories is predictive maintenance. By analyzing data from various sensors embedded in machinery, AI algorithms can predict potential equipment failures before they occur. This allows for proactive maintenance, minimizing downtime, reducing repair costs, and ultimately improving overall productivity. Instead of relying on scheduled maintenance, manufacturers can address issues only when necessary, optimizing resource allocation and maximizing uptime.

Quality Control: Ensuring Perfection Through AI-Powered Inspection
Maintaining consistent product quality is crucial in today’s competitive market. AI-powered vision systems are revolutionizing quality control by automating the inspection process with incredible accuracy. These systems can identify even the slightest defects that might be missed by human inspectors, leading to higher quality products and reduced waste. This real-time feedback loop allows for immediate adjustments to the production process, preventing further defects and ensuring consistent quality.
Optimizing Supply Chains: From Raw Materials to Finished Goods
Smart factories leverage AI to optimize the entire supply chain, from sourcing raw materials to delivering finished goods. AI algorithms can analyze vast amounts of data, including market trends, supplier performance, and transportation logistics, to predict demand, optimize inventory levels, and streamline the entire supply chain process. This leads to reduced lead times, improved inventory management, and lower costs.
Enhanced Production Planning and Scheduling: Maximizing Efficiency
AI is also transforming production planning and scheduling. By analyzing real-time data on machine availability, material inventory, and order demands, AI algorithms can create optimal production schedules that minimize lead times, maximize resource utilization, and improve overall factory efficiency. This dynamic scheduling capability allows manufacturers to adapt quickly to changing market demands and unforeseen events, ensuring that production remains efficient and responsive.
Robotics and Collaborative Robots (Cobots): Human-Machine Collaboration
The integration of robotics and collaborative robots (cobots) is another key element of smart factories. While traditional industrial robots perform repetitive tasks in isolation, cobots work alongside human workers, enhancing their capabilities and improving safety. AI empowers these robots with advanced capabilities like object recognition, path planning, and human-robot interaction, allowing for flexible and collaborative automation.
Data Analytics and Decision Making: The Power of Insights
The heart of a smart factory is its ability to collect, analyze, and interpret vast amounts of data. AI-powered analytics tools can uncover valuable insights that can inform strategic decisions, improve processes, and drive continuous improvement. This data-driven approach allows manufacturers to identify bottlenecks, optimize resource allocation, and make informed decisions based on real-time information, leading to a more efficient and profitable operation.
The Human Element in the Age of AI
While AI is transforming manufacturing, the human element remains crucial. The focus isn’t on replacing human workers but on augmenting their capabilities. Smart factory technologies empower workers with intelligent tools, enabling them to focus on higher-level tasks such as problem-solving, innovation, and managing complex systems. Reskilling and upskilling initiatives are essential to ensure that the workforce can adapt and thrive in this evolving environment.
The Future of Smart Factories: A Vision of Continuous Improvement
The journey towards truly smart factories is ongoing, with ongoing technological advancements pushing the boundaries of what’s possible. As AI continues to evolve, we can expect even more sophisticated applications in manufacturing, leading to greater efficiency, flexibility, sustainability, and competitiveness. The future of manufacturing is intelligent, adaptive, and human-centered. Read also about AI-enabled smart factories.